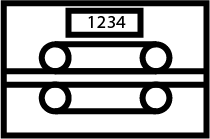
• Short circuit tester
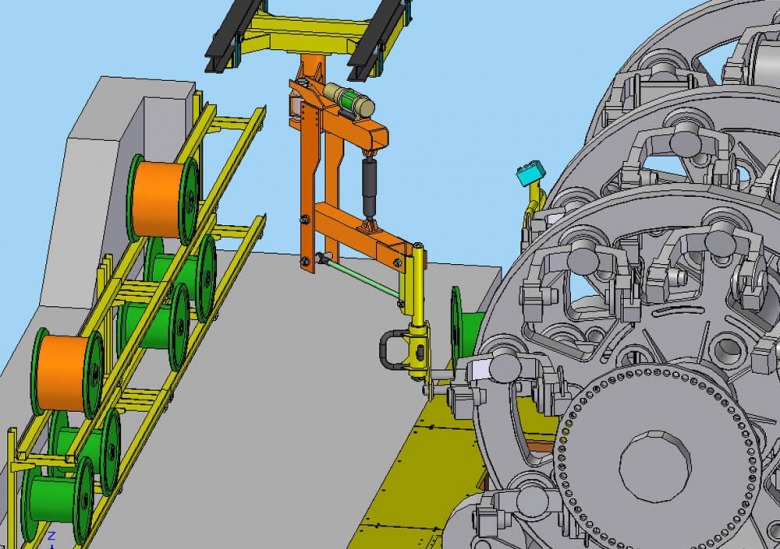
• Bobbins servo-loader
• Meter counter
• Bluetooth supervisory module
• Optical transposition faults detector

This apparatus can equip a transposing line for CTC to relieve a short circuit between 2 strips or between a strip and the ground.
It consists in a box with pins and terminals for the connection of the strips to collect the signals for the electronic control cards. The equipment is mounted on the idle spindle, suitably modified to fit it. A screen is also there to display in real time the faults situation.
Test with Low Voltage
The tester is fed at low electric voltage while the line is in production, and monitors in continuous the strips. In case of fault it sends a signal to the main control panel to stop the line or register the position.
This system is able to identify the defective strip.
Test with High Voltage
The system can make also a control of the isolation of the strips at high voltage, once the coil of CTC is wound. To do this the plate with terminals is provided with a multi-polar connector to be inserted during the test operations.
The high-voltage test is performed using the technique of feeding and scanning one by one each strip. In case of fault the strip number and position is identified and the alarm is recorded and stored.
The voltage to apply can be set from 100 to 500 V cc.
The high voltage is supplied at a very low current value in order not to be dangerous for the operators that could touch the strips.
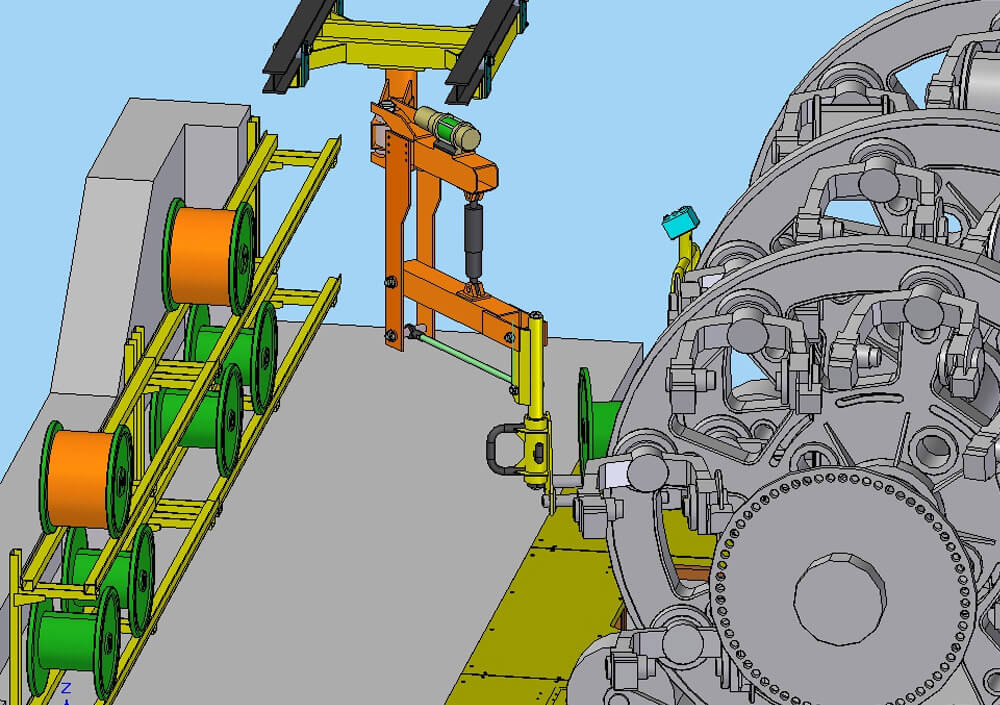
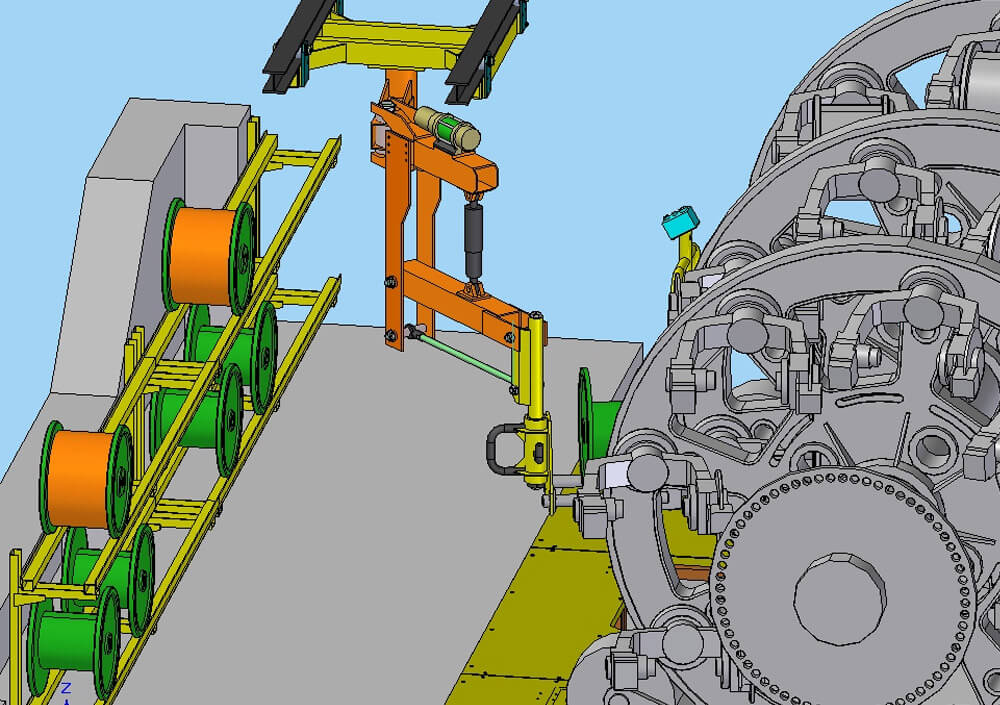
This manipulator assists the operator in the handling of the bobbins for loading and unloading the stranding cage. It can take bobbins of different diameter and width, with a weight up to 300 kg.
It consists of a carriage moving on an overhead rail from which an articulated arm is hanging, with forks for lifting the bobbin.
All the movements are soft and servo-assisted to prevent the operator from heavy efforts.
Advantages:
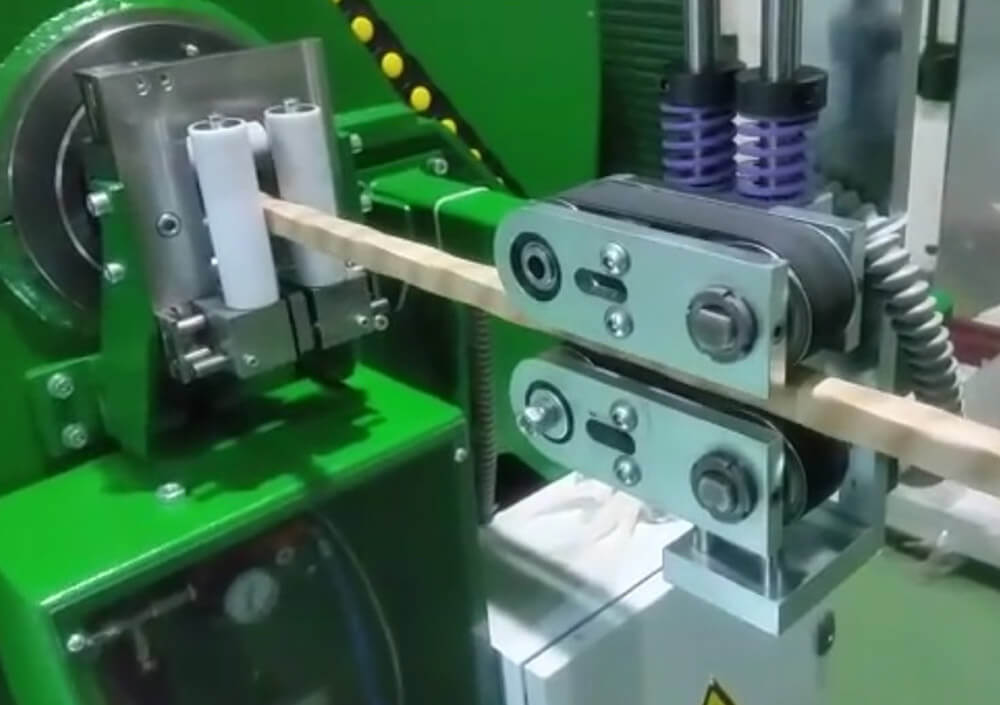
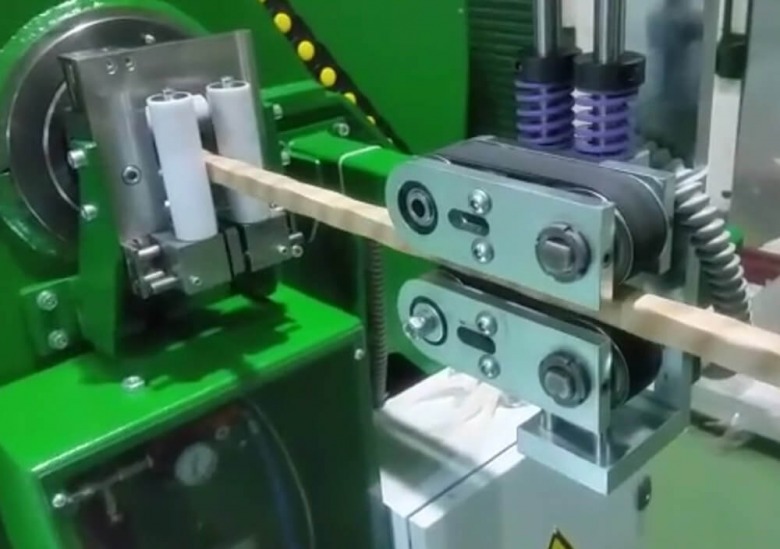
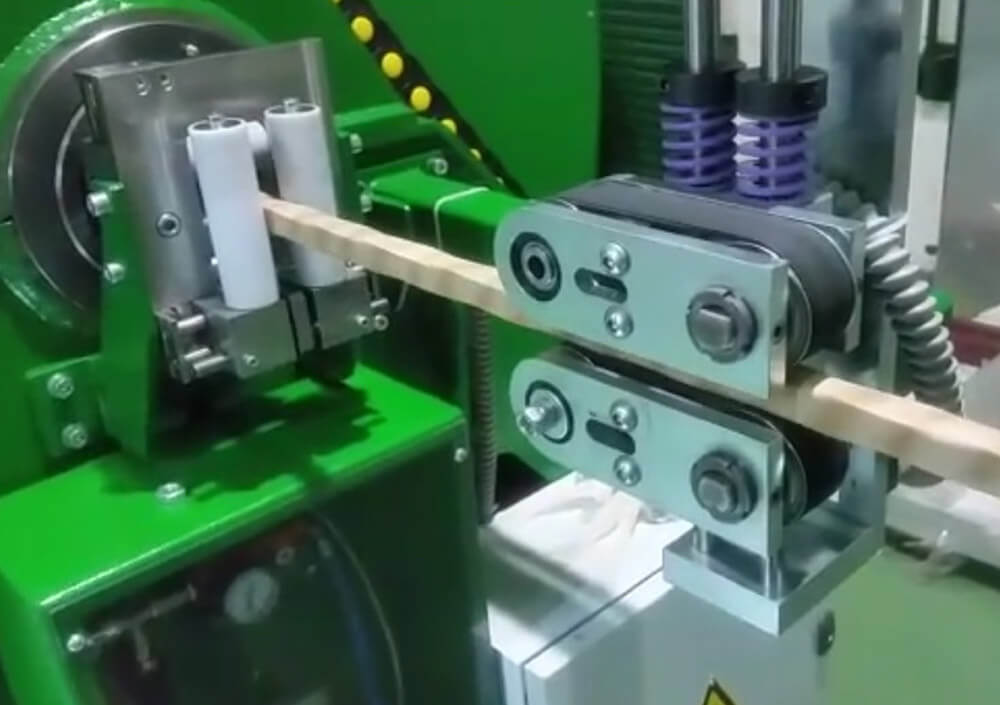
This devise measures the length of CTC by means of double wheel connected to a high resolution encoder.
The wheels are of diameter large enough to avoid slipping on the surface of the CTC.
The signal from the encoder feeds an electronic card that, through a conversion parameter, gives out the measure in mm or other unit. This conversion parameter can be adjusted for a fine calibration.
The wheels are pushed on the cable by a pneumatic cylinder with adjustable pressure.
A touch screen panel gives access to the commands for setting the counter.
The counter is connected to the main panel and its measure enters in the parameters for controlling the line.

Electronic device to connect the on board control cards and detect the motion of the dancer in the tapping machines.
This device visualizes the shape of each transposition, on both sides of the CTC, during the production, and determines if this shape is conform to the input parameters.
In case of non conformity it gives out a signal to be used for stopping the line.
This evaluation is made by using a special algorithm, developed for such application.
The hardware consists of 2 casings, one per each side of the CTC, containing the lamps and the optical equipment.
These casings are mounted on a rigid frame that can be attached to the transposing machine or be fixed to the floor.




{kind=link}
{kind=link}
{kind=link}